
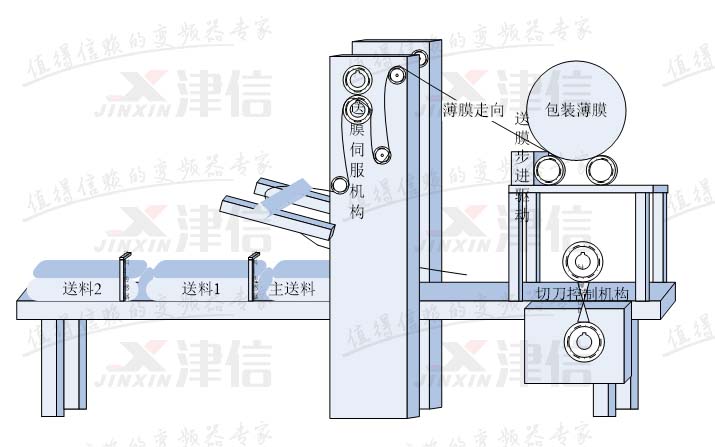
送膜控制有定長送膜和色標對標送膜兩種情況。定長送膜,只需根據(jù)主軸編碼器信號,主軸轉(zhuǎn)一圈(輸送一個物料),送膜部分輸送一段固定長度的膜即可,不需動態(tài)調(diào)整;色標對標送膜,不但要求主軸轉(zhuǎn)一圈輸送一段固定長度的膜,還要求膜上的色標點正好落在主軸的設(shè)定相位點上,以使橫切刀能精確地切在色標點上。因此色標對標送膜還需要根據(jù)檢測到的實際色標相位差,在生產(chǎn)過程中動態(tài)調(diào)整送膜電機的相位。
送膜相位調(diào)整方法
主軸編碼器為24V,1024線的編碼器。使用PLC硬件高速計數(shù)器將主軸編碼器信號讀入PLC,為了保證精度,計數(shù)采用4倍頻。主軸每轉(zhuǎn)一圈,PLC計數(shù)4096,在Z相信號到達時,計數(shù)器值清零。
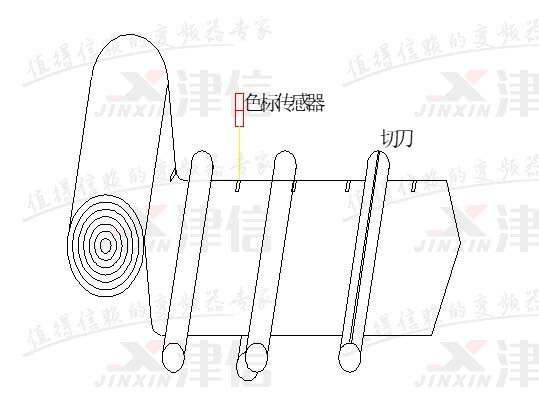
色標相位設(shè)定點以主軸編碼器作為參考。第一次啟動時,送膜伺服獨立旋轉(zhuǎn),直到檢測到色標信號才暫停;然后主機低速啟動,等到主軸編碼器轉(zhuǎn)到色標相位設(shè)定點,送膜伺服立即與主軸嚙合,進入同步運行模式。以后,每一次檢測到色標信號,都會捕捉對應(yīng)的主軸位置,計算與設(shè)定色標相位之間的誤差,以調(diào)整送膜伺服的運行。色標對準調(diào)整的原理如圖所示:
為了更加直觀,現(xiàn)舉例說明:
主軸每轉(zhuǎn)一圈需送膜L(mm),若色標點到達時主軸編碼器計數(shù)值為b,而設(shè)置的色標相位為a,則色標對標相位差為a-b,則(a-b)/4096×L即為送膜部分需要調(diào)整的相位對應(yīng)薄膜長度。在設(shè)備上電時,根據(jù)設(shè)定的送膜長度和送膜色標追蹤速度系數(shù),可求出理想的送膜速度以及色標追蹤的低、高速送膜速度,分別對應(yīng)三個電子齒輪比分子。高速送膜速度用以使色標前移;低速送膜速度用以使色標后移。
由于設(shè)備是連續(xù)運轉(zhuǎn)的,當色標相位誤差小于半圈(2048)時,宜加速令送膜色標前移;當色標相位大于半圈時,宜減速令送膜色標后移;這樣才能以最優(yōu)路徑盡快令色標定位到設(shè)定相位點。
以上送膜電子齒輪與調(diào)整步長均由PLC計算得到。三個電子齒輪比要通過RS-485通訊寫入送膜A2伺服驅(qū)動器,經(jīng)過現(xiàn)場實際監(jiān)測,發(fā)現(xiàn)RS485通訊可以有很好的實時性,滿足相位動態(tài)調(diào)整的需求。
上述控制思想,上海津信在實踐中進行了驗證,系統(tǒng)運行效果良好,實現(xiàn)了高精度的送膜色標相位控制功能。
中國 上海市虹口區(qū)
汶水東路918號信南都市工業(yè)園區(qū)五號樓1F
021-65618877
400-888-6560
浙江杭州 | 金華 | 衢州 | 麗水 | 嘉興 | 江蘇南京 | 蘇州 | 無錫 | 昆山 | 南通 | 常州 | 連云港 | 鹽城 | 泰州 | 河南鄭州 | 山東濟南 | 青島 | 安徽合肥 | 蕪湖 | 蚌埠 | 湖北武漢 | 湖南長沙 | 福建福州 | 廈門 | 江西南昌 | 宜春 | 上饒 | 廣東廣州
? 2016 JINXIN Co.,Ltd , All Rights Reserved. 滬ICP備06034666號-1


